Safety Features
...
2025-08-16 04:47
1675
Safety Features
まず、le dhd380のなとして、そのいがげられます。このは、のテクノロジーをしてされており、やなデータをしています。これにより、のやのにしています。えば、においては、le dhd380をすることでラインのがられ、のやコストのがされています。
At its core, submarine hammer drilling employs a powerful hammer mechanism to drive a drill bit into the seabed. The system utilizes both air and water pressure to deliver repeated impacts on the drill bit, which enables it to break through hard rock formations or sediments that might hinder installation efforts for marine infrastructure. The design of the hammer ensures that the energy is efficiently transmitted to the drill bit, allowing it to operate at significant depths.
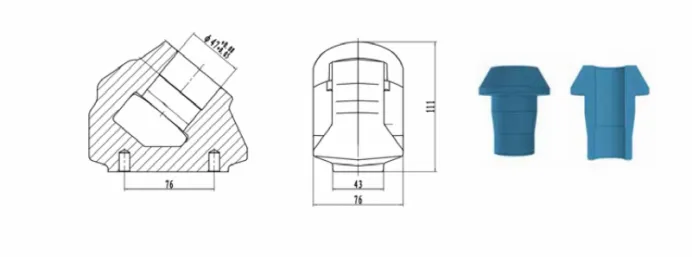
Bullet teeth are specialized cutting tools utilized primarily in auger operations for drilling through tough soil, rock, and other challenging materials. Characterized by their streamlined, conical design, these teeth are engineered to penetrate efficiently and minimize the required drilling force. Their unique shape allows for optimal cutting performance while maintaining durability in demanding conditions.
The Manufacturer’s Expertise
Down-the-hole hammer drilling is a technique used primarily for drilling boreholes in hard rock applications. It employs a pneumatic hammer, situated directly at the drill bit, to deliver high-impact blows that effectively break up the rock. This method contrasts with traditional rotary drilling, where the drill bit operates at the surface and relies on torque and weight to penetrate the ground.
5. Versatile Applications The CFM 185 air compressor is designed to accommodate a wide range of pneumatic tools, including impact wrenches, nail guns, and spray guns. Its versatility makes it a popular choice in construction, manufacturing, and maintenance operations.
1. Offshore Oil and Gas Exploration In the oil and gas industry, submarine hammer drilling is crucial for the installation of subsea pipelines and wellheads. The ability to efficiently penetrate the seabed allows for the secure placement of infrastructure that can transport hydrocarbons from extraction points to processing facilities.
SPR slurry pumps are specifically designed for handling slurry in applications where high liquid levels are a concern. These pumps are engineered to operate efficiently in environments where the pump must remain submerged for extended periods. The vertical design of SPR slurry pumps allows them to function effectively in deep pits and sumps, where other pump types might struggle. By optimizing the design to handle high liquid levels, SPR slurry pumps provide reliable performance in challenging conditions, ensuring that slurry is effectively managed and transported, even in the most demanding deep pit applications.
Vertical stage pumps are a type of multistage pump that is designed to handle high-pressure applications. These pumps are characterized by their ability to generate high pressure through multiple stages, each adding to the total pressure head. Vertical stage pumps are particularly useful in applications where a significant pressure increase is needed, such as in high-rise building water supply systems, boiler feed applications, and pressure boosting systems. The vertical design of these pumps allows for a compact, efficient solution that can deliver the necessary pressure without taking up excessive space. By selecting the appropriate vertical stage pump for your system, you can ensure that your fluid handling needs are met efficiently and effectively.
a. Sealing Mechanisms:
The Role of the Volute in Centrifugal Pumps
In conclusion, propeller pumps are an essential component in many industries. Their ability to efficiently handle large volumes of liquid makes them invaluable for water treatment, agriculture, industrial processes, and firefighting. As technology advances, we can expect further innovations in propeller pump design, enhancing their effectiveness and broadening their applications.
- Verify that the pump operates efficiently at the desired operating point (usually within the best efficiency range).
Efficiency testing is essential to determine how effectively the AH Slurry Pump converts energy into useful work. Efficiency is generally expressed as a percentage and is calculated by comparing the pump’s output (the amount of slurry it moves) to the input energy required to operate it. For AH Slurry Pump parts, high efficiency is critical to minimizing energy consumption and operational costs. Efficiency testing involves measuring the pump’s power consumption, flow rate, and head under various operating conditions. By ensuring high efficiency, manufacturers and operators can optimize the performance of the centrifugal slurry pump and reduce the environmental impact of slurry transport operations.
Efficient pump operation is critical for many industrial processes, and the maintenance of pump wear parts plays a vital role in ensuring reliability and reducing downtime. Properly managing the replacement cycle of components is essential for maintaining optimal pump performance. This article explores how to determine the best replacement cycle for these critical components, focusing on wear assessment, runtime tracking, and performance monitoring.
By following these steps, you can quickly and effectively select a slurry pump model that meets your specific requirements. Utilizing manufacturer resources such as selection charts and software, understanding your application’s detailed needs, and consulting with experts are key components in making a well-informed and timely decision. Contact us today to learn more about our slurry pump models and how we can assist you in the selection process.
In firefighting systems, propeller pumps also play a crucial role. They provide the necessary pressure and volume of water needed to combat fires effectively. Their capability to move large quantities of water quickly makes them a reliable choice for fire departments, particularly in high-risk areas where rapid response is critical.
b. Impeller Design:
Horizontal slurry pumps are essential tools in the mining and quarrying industries, where they play a pivotal role in processes such as slurry transport, tailings management, and sand separation. The advanced centrifugal slurry pump design and the availability of OEM horizontal slurry pumps ensure that these operations can be carried out efficiently and cost-effectively. By focusing on the quality and maintenance of AH slurry pump parts, operators can extend the life of their equipment, reduce operational costs, and enhance overall productivity. In an industry where efficiency and reliability are paramount, horizontal slurry pumps provide the performance and durability needed to succeed.
In firefighting systems, propeller pumps also play a crucial role. They provide the necessary pressure and volume of water needed to combat fires effectively. Their capability to move large quantities of water quickly makes them a reliable choice for fire departments, particularly in high-risk areas where rapid response is critical.
Reducing operational costs is a top priority in mining and quarrying, where the cost of equipment maintenance and energy consumption can significantly impact profitability. The efficient operation of horizontal slurry pumps plays a key role in achieving cost savings. By selecting the right centrifugal pump for slurry and maintaining it with AH slurry pump parts, operators can optimize energy use, reduce wear on pump components, and minimize the need for costly repairs. The long-term benefits of efficient slurry pump operation include lower energy bills, reduced maintenance costs, and improved overall efficiency in mining and quarry processes.

Understanding Slurry Pump Wet End Parts A Comprehensive Overview
Slurry pumps are essential components in various industries, particularly in mining, mineral processing, and wastewater treatment. They are specifically designed to handle abrasive and viscous materials, which makes understanding their components crucial for optimal performance and longevity. One of the most critical aspects of a slurry pump is its wet end, which refers to the parts that come into direct contact with the slurry. In this article, we will explore the key wet end parts of a slurry pump, their functions, and their importance.
Vertical inline centrifugal pumps offer a streamlined installation process, which is crucial for deep pit applications. The inline design allows these pumps to be integrated directly into existing piping systems, reducing the need for extensive modifications. This not only saves time but also minimizes disruption to ongoing operations. Additionally, the vertical orientation of these pumps makes them easier to align and secure in tight spaces, ensuring stable operation. For deep pit applications, where access can be challenging, the ease of installation provided by vertical inline centrifugal pumps is a significant benefit. Optimizing the installation process further enhances the pump’s performance and longevity in demanding environments.
Conclusion
Moreover, the volute's cross-sectional area is carefully calculated to match the flow rate and pressure requirements of the system. An oversized volute may lead to low efficiency, as the fluid may not maintain its velocity to generate adequate pressure. Conversely, a volute that is too small can cause excessive pressure buildup, risking damage to the pump and downstream equipment.
When designing pumps for deep pit applications, structural engineering plays a crucial role in ensuring reliability and efficiency. The vertical orientation of these pumps must be supported by a sturdy framework that can handle the stresses associated with deep pit operations. This includes ensuring that the pump’s foundation is secure and that the piping system is properly aligned to prevent vibrations and other operational issues. Additionally, the materials used in constructing vertical multistage centrifugal pumps must be carefully selected to resist corrosion and wear. By considering these structural engineering factors, designers can optimize the performance and durability of vertical slurry pumps in deep pit applications.
Horizontal inline centrifugal pumps are among the most versatile pumps available, widely used across industries for their reliability and ease of maintenance. Unlike vertical pumps, these pumps are installed horizontally, which typically makes them easier to service and maintain. The horizontal design allows for more straightforward access to the pump’s internal components, which can be a significant advantage in applications where regular maintenance is required. Additionally, horizontal inline centrifugal pumps are capable of handling a wide range of fluid viscosities and flow rates, making them suitable for various industrial processes. Their versatility and robust construction make them a popular choice for many fluid handling applications.
In conclusion, wholesale slurry pumps play an essential role in various industrial applications by providing the necessary tools for effective slurry management. Their durability, cost efficiency, and technological advancements make them the preferred choice for businesses aiming to enhance productivity and operational efficiency. As industries continue to evolve, the demand for reliable and efficient slurry pumps will only increase, emphasizing the importance of these robust machines in modern manufacturing and resource processing sectors. Investing in quality wholesale slurry pumps is not just a purchase; it is a strategic move toward achieving long-term operational success.
Understanding Slurry Pump Wet End Parts A Comprehensive Overview
The impeller wear ring is a crucial component in any pumping system, particularly in slurry applications where abrasive materials can cause significant wear. Over time, the wear ring can erode, leading to decreased efficiency and increased energy consumption. To prevent these issues, it’s essential to regularly inspect the wear ring and replace it before it becomes too worn. By monitoring the condition of the impeller wear ring and understanding the specific wear patterns in your system, you can establish an optimal replacement schedule that prevents unexpected failures and maintains pump efficiency.
4. Shaft Sleeves
- **Particle Size: Identify the maximum particle size in the slurry.
The Role of the Volute in Centrifugal Pumps
The shaft transmits power from the motor to the impeller, while the bearing assembly supports the shaft and allows it to rotate smoothly. The durability of these components is essential, as they must endure continual mechanical stress and the harsh conditions present within the slurry.
Regular monitoring and maintenance of AH Slurry Pump parts are crucial for sustaining the pump’s performance and efficiency. This includes inspecting components such as the impeller, casing, and wear plates for signs of wear or damage. Replacing worn parts promptly helps maintain the pump’s performance and prevents more extensive damage that could lead to costly repairs or replacements. Additionally, monitoring the pump’s operational parameters, such as vibration and noise levels, can provide early warning signs of potential issues. By keeping AH Slurry Pump parts in optimal condition, operators can ensure consistent performance and prolong the lifespan of the horizontal centrifugal slurry pump.
Slurry pumps are designed to handle abrasive and corrosive slurries, which can cause significant wear and tear on the pump components. To ensure the longevity and efficiency of slurry pumps, it is essential to understand and properly maintain the wear parts. Here are the primary wear parts of slurry pumps: