FAQs
FAQs
...
2025-08-14 06:29
448
FAQs
Portable rotary air compressors use a rotary mechanism to compress air, in contrast to piston-driven models. This design allows for continuous airflow and higher efficiency, making them more suitable for heavy-duty applications. They are built to be lightweight and compact, ensuring easy transportation and usability across various job sites.
One of the key advantages of water well drilling is its ability to provide a self-sufficient source of water. Unlike surface water sources, which can be subject to seasonal fluctuations and contamination, groundwater generally remains stable throughout the year. This stability is particularly critical in agriculture, where access to water can determine crop yields and, consequently, food security. Farmers who drill their own wells can better manage their water resources, applying water more efficiently to their crops and thereby enhancing productivity.
В заключение, производство грязных насосов в Кыргызстане - это перспективная отрасль, способная стать двигателем экономического роста. Учитывая уникальные условия страны, производители могут создать инновационные решения, которые будут востребованы не только на внутреннем, но и на внешнем рынках. Заводы, которые осознают важность качества и устойчивого развития, смогут занять свою нишу и способствовать улучшению экологической ситуации, обеспечивая надежное решение для очистки воды и дренажа.
Les Barres de Forage Une Introduction aux Matériaux Fondamentaux
Down the hole (DTH) drilling rigs are specialized drilling equipment used mainly in mining, quarrying, and construction industries. They play a crucial role in the drilling process, enabling the creation of deep, precise boreholes for various applications. With their ability to perform efficiently in challenging geological conditions, DTH rigs have become indispensable tools in the extraction of resources and in the setup of infrastructure.
Slurry pump in the use of the process will find blockage, so how should we deal with this problem, many customers think that this is a more complex problem, but if the blockage problem is not handled well, it will cause damage to the equipment, which will also affect the efficiency of use, then slurry pump blockage problem we should pay special attention to it. So how to deal with the slurry pump blockage problem? The following part explains the treatment method of slurry pump blockage.
The demand for 185 CFM air compressors continues to rise, driven by the relentless pace of industrial activities. As construction projects expand and the need for skilled labor increases, contractors are investing in high-quality equipment to ensure efficiency and reliability. Furthermore, the rise of DIY culture has also contributed to the growth of the market, as homeowners seek powerful tools for personal projects.
Down-the-hole hammer drilling is a technique used primarily for drilling boreholes in hard rock applications. It employs a pneumatic hammer, situated directly at the drill bit, to deliver high-impact blows that effectively break up the rock. This method contrasts with traditional rotary drilling, where the drill bit operates at the surface and relies on torque and weight to penetrate the ground.
5. Cost-Effectiveness Although the initial investment in a 185% compressor can be considerable, their high efficiency in air delivery leads to lower operating costs over time. Reduced downtime due to fewer mechanical failures contributes to overall cost savings.
Tailings management is a critical aspect of mining operations, requiring reliable equipment to handle the byproducts of extraction processes. OEM horizontal slurry pumps are designed to manage the unique challenges associated with tailings, such as the need for pumps that can withstand the abrasive nature of the slurry and the constant demand for high efficiency. These pumps are essential in transporting tailings to designated storage areas, where they can be safely contained and processed. The use of horizontal slurry pumps in tailings management helps minimize environmental impact, as these pumps are capable of handling large volumes of material with minimal leakage or spillage. Additionally, AH slurry pump parts ensure that the pumps maintain their performance over time, even under the harsh conditions often found in tailings processing.
6. Bearing Assemblies
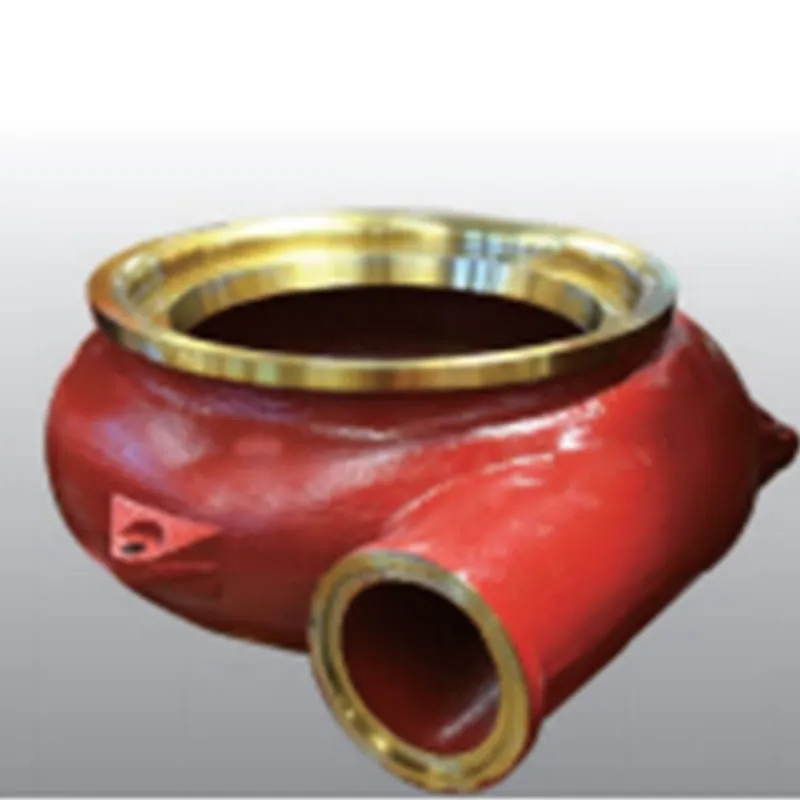
The Role of the Volute in Centrifugal Pumps
Maintenance of sewage pump impellers is also vital for ensuring their longevity and functionality. Regular inspection can help identify wear or damage, and timely replacement of worn-out impellers can prevent pump failures and costly repairs. Moreover, keeping the impeller clean from debris buildup ensures optimal performance.
Tailings management is a critical aspect of mining operations, requiring reliable equipment to handle the byproducts of extraction processes. OEM horizontal slurry pumps are designed to manage the unique challenges associated with tailings, such as the need for pumps that can withstand the abrasive nature of the slurry and the constant demand for high efficiency. These pumps are essential in transporting tailings to designated storage areas, where they can be safely contained and processed. The use of horizontal slurry pumps in tailings management helps minimize environmental impact, as these pumps are capable of handling large volumes of material with minimal leakage or spillage. Additionally, AH slurry pump parts ensure that the pumps maintain their performance over time, even under the harsh conditions often found in tailings processing.
Slurry pump parts are particularly susceptible to wear due to the abrasive nature of the materials they handle. Components such as the impeller, casing, and liners are all subject to gradual wear, which can impact pump performance if not managed properly. Regular inspections and wear assessments are key to determining the optimal replacement cycle for these parts. By using advanced monitoring techniques and predictive maintenance tools, you can track the wear rate of slurry pump parts and plan replacements before they cause a significant drop in performance. This proactive approach helps to extend the life of the pump and reduce overall maintenance costs.
Horizontal inline centrifugal pumps are among the most versatile pumps available, widely used across industries for their reliability and ease of maintenance. Unlike vertical pumps, these pumps are installed horizontally, which typically makes them easier to service and maintain. The horizontal design allows for more straightforward access to the pump’s internal components, which can be a significant advantage in applications where regular maintenance is required. Additionally, horizontal inline centrifugal pumps are capable of handling a wide range of fluid viscosities and flow rates, making them suitable for various industrial processes. Their versatility and robust construction make them a popular choice for many fluid handling applications.
Types:
Wear plates are installed within the pump casing to protect the surfaces from the erosive wear caused by the particles in the slurry. These plates can be easily replaced when worn, allowing for maintenance without needing to replace the entire pump. Some wear plates are designed to be adjustable to optimize the pump's performance by fine-tuning the clearance around the impeller.
Vertical inline centrifugal pumps offer a streamlined installation process, which is crucial for deep pit applications. The inline design allows these pumps to be integrated directly into existing piping systems, reducing the need for extensive modifications. This not only saves time but also minimizes disruption to ongoing operations. Additionally, the vertical orientation of these pumps makes them easier to align and secure in tight spaces, ensuring stable operation. For deep pit applications, where access can be challenging, the ease of installation provided by vertical inline centrifugal pumps is a significant benefit. Optimizing the installation process further enhances the pump’s performance and longevity in demanding environments.
- Choose materials that can withstand the slurry's abrasiveness and corrosiveness. Common materials include high-chrome alloys, stainless steel, and rubber linings.
Tailings management is a critical aspect of mining operations, requiring reliable equipment to handle the byproducts of extraction processes. OEM horizontal slurry pumps are designed to manage the unique challenges associated with tailings, such as the need for pumps that can withstand the abrasive nature of the slurry and the constant demand for high efficiency. These pumps are essential in transporting tailings to designated storage areas, where they can be safely contained and processed. The use of horizontal slurry pumps in tailings management helps minimize environmental impact, as these pumps are capable of handling large volumes of material with minimal leakage or spillage. Additionally, AH slurry pump parts ensure that the pumps maintain their performance over time, even under the harsh conditions often found in tailings processing.
Moreover, the volute's cross-sectional area is carefully calculated to match the flow rate and pressure requirements of the system. An oversized volute may lead to low efficiency, as the fluid may not maintain its velocity to generate adequate pressure. Conversely, a volute that is too small can cause excessive pressure buildup, risking damage to the pump and downstream equipment.
a. Manufacturer’s Support:
a. Manufacturer’s Selection Chart:
a. Slurry Characteristics:

Function: Liners protect the pump casing from the abrasive action of the slurry.
- Concentration: Measure the percentage of solids by weight or volume in the slurry.
5. Evaluate Additional Features
Additionally, propeller pumps are extensively used in industrial applications, such as in cooling systems for power plants and manufacturing facilities. They circulate water or other cooling fluids to regulate temperature, thus preventing overheating and ensuring operational efficiency. The design of propeller pumps allows them to operate continuously, which is ideal for industrial settings where downtime can lead to significant losses.
One of the most significant advantages of vertical multistage centrifugal pumps is their compact footprint. In deep pit applications, space is often at a premium, and the vertical design allows for efficient use of limited space. These pumps are designed to handle high pressures while occupying minimal horizontal space, making them ideal for applications where surface area is restricted. The multistage configuration also enables these pumps to deliver high pressure over long distances, which is particularly useful in deep pit environments where the pump needs to lift slurry from significant depths. By optimizing the design of vertical multistage centrifugal pumps, engineers can ensure that these pumps provide reliable performance in even the most confined spaces.
Impellers are the rotating parts of sewage pumps that convert rotational energy from the motor into kinetic energy within the fluid. This transformation occurs through the design of the impeller blades, which are shaped to create a flow of water, pushing it outwards through the volute or the casing. The design of the impeller directly affects the pump's efficiency, capacity, and performance.
In firefighting systems, propeller pumps also play a crucial role. They provide the necessary pressure and volume of water needed to combat fires effectively. Their capability to move large quantities of water quickly makes them a reliable choice for fire departments, particularly in high-risk areas where rapid response is critical.
The Importance of Wholesale Slurry Pumps in Industrial Applications
Wear Factors: Liners experience wear from the continuous contact with the slurry.
A pump wet end replacement involves changing out the parts that come into direct contact with the pumped fluid, including the impeller, casing, and liners. Determining the best time to perform this replacement requires careful analysis of the pump’s operating conditions, the wear rate of the components, and the criticality of the pump in your process. By tracking runtime hours, monitoring performance metrics, and assessing wear patterns, you can develop a replacement schedule that minimizes downtime and ensures continuous operation. This strategy not only helps to maintain pump efficiency but also reduces the long-term cost of ownership by preventing major failures.
Selecting the right type of impeller is essential for the pump's performance. For instance, if a pump is expected to handle a high volume of sewage containing large solids, an open impeller would be more effective. Conversely, if the pump is mainly handling gray water with minimal solids, a semi-open or enclosed impeller would suffice.